Automated connector processing tackles exploding FTTP connector market
FTTP requirements will move APC connectors from a niche technology to high volumes. Automating manufacturing processes will help connector suppliers keep pace with demand.
By Joyce Kilmer and Duane Dinkel
Sagitta Inc.
In the wake of the joint RFP Verizon, SBC, and BellSouth issued for fiber to the premises (FTTP) equipment and Verizon's subsequent pledge to pass 1 million homes this year and 2 million in 2005, fiber-optic connector usage in access networks is predicted to soar.
Automation of the key "pinch points" of the connector termination process, where most of the yield fallout occurs in a manual production, is imperative to reach the aggressive FTTP cost and quality targets. Integration of the polishing, cleaning, and inspection processes is an effective approach for high-volume batch processing of the angled physical contact (APC) connectors the burgeoning FTTP build outs will require.
Background
Verizon recently reconfirmed its commitment to deploying FTTP services (i.e., the "triple play" of voice, video, and data) to 1 million homes in the United States this year, 2 million in 2005, and over 4 million in 2006. SBC has announced a fiber-to-the-node (FTTN) initiative for most existing customers, but has asserted it will roll out FTTP in greenfield applications.
The passive optical network (PON) architecture selected by these and other carriers is based upon preconnectorized fiber-optic splitters and drop cables that are to be deployed in the outside plant (OSP). These preconnectorized cables and modules enable the carriers to deploy services to service subscribers incrementally in a simple "plug and play" fashion by lower-skilled craft personnel.
The initial part of the project now underway in several Verizon territories is to build out the feeder and distribution portion of the network so that a majority of the homes in a target area are "passed by," enabling them to be easily connected when an individual subscriber signs up for high-bandwidth services.
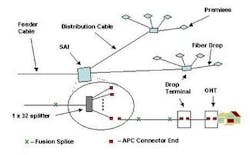
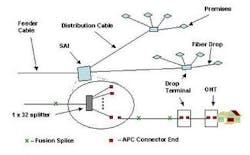
The architecture of the network is based upon fiber-optic feeder cables (typically 12, 24, or 48 fiber count) that are fusion spliced to preconnectorized splitter modules within the service area interconnect (SAI) or fiber distribution hub (Figure 1). Also, within the SAI are preconnectorized distribution cables (often as high as 432 fiber count!) that are fusion spliced to the distribution side of the network. Higher-skilled construction crews do all of this initial fusion splicing, but are not needed to subsequently connect individual subscribers.
Once a customer subscribes to the service, a craftsperson connects one of the preconnectorized splitter output ports to the corresponding preconnectorized distribution cable port in the SAI and installs an optical network terminal (ONT) at the customer premises. The craftsperson then uses a laser range finder to determine the distance from the drop terminal to the ONT in order to select the correct length of preconnectorized drop cable (typically ranging from 50 to 250 ft) to complete the final connection from the drop terminal to the subscriber's ONT.
For a centralized PON-based architecture using preconnectorized splitters in the SAI and preconnectorized drops to the ONT, we see six APC connector ends are located in three different OSP cabinets as follows:
SAI -- Fiber distribution hub where splitter is located:
Drop Terminal -- Fiber terminal where preconnectorized fiber drop cable is "dropped" to the ONT on the side of the house:
ONT:
Thus, we see two connector ends are required for each home passed and another four connector ends are required when a home subscribes for service.
APC connectors
Fiber-optic connectors are typically deployed within inside plant (ISP) environments, i.e., within central offices (COs) or within controlled environment vaults (CEVs). The only fiber-optic connector type that has been field proven in an OSP environment is the APC connector. CATV companies have been successfully using APC connectors in the OSP for over 15 years. However, for CATV companies, APC connector usage is typically limited because CATV fiber spans are typically thin (i.e., use low fiber count cables) and CATV only uses connectors for the node service cables interfacing with active electronics in the OSP.
CATV companies typically prefer to fusion splice their plant to minimize the back reflection that can degrade their analog signaling carrier-to-noise ratio (CNR). However, there is an advantage to having the active amplifiers that are deployed in their hybrid fiber/coax (HFC) networks to be connectorized because maintenance can be eased. Once again, the only connector that meets their return loss requirements for their analog signaling (i.e., 65 dB) is the APC.
Since Verizon desires to have its FTTP build outs capable of handling multiple transmission protocols, it too has chosen APC connectors. The additional benefit of using APC connectors in PON architectures is that you can avoid the use of terminators on the unused splitter ports. Unused splitter ports with standard "flat polished" UPC connectors must be "terminated" to avoid the large air/glass reflectance (~14.5 dB) that can disrupt the upstream lasers in the CO's optical line terminals (OLTs).
Fiber-optic terminators, while simple devices that act as an "optical sink" to minimize back reflection, are yet another optical component that the carrier must inventory. Standardizing on APC connectors eliminates the need to terminate the unused ports as unterminated APC connectors have ~65-dB return loss from their "angle polished" air/glass interfaces.
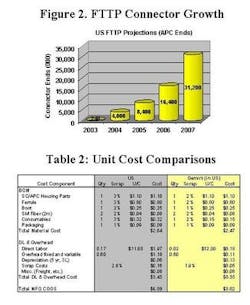
Verizon's decision to use APC connectors is the first true mass deployment of this connector type. While connector suppliers had ramped up capacity for other fiber-optic connector types during the "telecom bubble," the APC connector business remained somewhat of a niche market. Based on Verizon's projection of homes passed and take rates, the number of APC ends per subscriber seen in Figure 1, combined with the additional connectors that will be required within the fiber distribution frames (FDFs) and OLTs to terminate the feeder cables in the CO, we find explosive APC growth (Figure 2).
Automation to the rescue
Fiber-optic connector manufacturers had built up an inventory of connector terminating and polishing equipment during the bubble. The ability to obtain new or slightly used equipment on the "grey market" combined with the movement of production overseas gave little incentive to connectivity manufactures to invest in new capital equipment. However, the bulk of such equipment was for polishing and terminating 2.5-mm (SC) or 1.25-mm (LC) ferrule-based connectors with "flat" UPC polished ends. APC connectors never enjoyed enough volume, even during the bubble, for manufacturers to explore high-volume production capabilities for these connectors.
APC connectors are inherently more difficult to produce than UPC connectors. Angle tolerances (typically 8 ±0.2º) must be accurately controlled in addition to the standard geometrical parameters of apex offset, radius of curvature, and fiber height. To make APC connectors today, manufactures typically must use standard bench-top polishers and are limited to 12 port-polishing jigs to produce quality product.
The most practical way to increase connector production capacity is to increase the number of parts you polish at one time. However, maintaining the strict geometric tolerance required for APC connectors while increasing batch size is challenging. Consequently, even moving to an 18-port jig for APC connectors on a manual polisher is precarious.
Using novel adaptive process controls on their polishing heads, automated polishers are now available with standard processes for both the extended chamfer (a.k.a. "cone" or "pencil tipped") as well as step-based APC ferrules [1] for batch polishing 48 APC connectors at a time. This advancement enables throughputs in excess of 200 APC ends per hour. Highly efficient use of the films, coupled with optimal process recipes, ensures low cost of consumables. Furthermore, automated inspection algorithms eliminate the operator subjectivity involved in the manual visual inspection of polished connector end faces.
Typical geometrical results attained with such equipment versus industry standards for APC connector are shown below:
| Angle (°) | Apex Offset (µm) | ROC (mm) | |
|---|---|---|---|
| Industry Standards | 7.8 - 8.2 | < 50 | 5 - 12 |
| Typical Gemini Results | 8 ±0.07 | 22 ±10 | 7 ± 0.8 |
Automation of the polishing, cleaning, and inspection processes of fiber-optic connector manufacturing is imperative in order to reach the aggressive FTTP cost and quality targets. Effective solutions for high-volume batch processing of the APC connectors now being required by the burgeoning FTTP build outs are now ready to meet this need.
References:
1. Contreras et al., "Method of Achieving Excellent APC Connector End Face Parameters Using Chamfered Ferrules," IEEE Electronic Components and Technology Conference, p. 535, 1999.
Joyce Kilmer is director of fiber optic products at Sagitta Inc. (Hauppauge, NY)
Duane Dinkel is vice president, Optical Products Group, at Sagitta.